Tags
Author
The greatest pride of the department gets its own room. Andreas Philipp, head of maxon’s powder injection molding department, beelines for the newly built walls, opens the door, and points at the one machine in the room – a laser device for hard-machining ceramic parts. This latest purchase is capable of cutting ceramics with an accuracy of 2 micrometers, Philipp explains. Machining spring elements with a wall thickness of 17 micrometers while simultaneously performing precise measurements: that’s how the department is staying on the cutting edge and supplying customers with precision parts even faster.
Ceramics for longer service life
The number of people who know that maxon has its own injection molding department for ceramics and metals is probably quite small. After all, the company is mainly known for its micromotors that keep applications running both on Mars and here on Earth – from surgical robots and laboratory automation systems to tattoo machines.
In addition to precision drives, maxon also produces controllers, encoders, and in particular gearheads. For certain applications, these have to be reinforced – or, to be more precise, their individual gearhead components like gear wheels, axles, or planetary carriers. Ceramics are especially suited for these kinds of upgrades – after all, the material is more resistant to chemicals and temperature fluctuations than steel, and additionally very hard. Ceramic axles significantly extend a gearhead’s service life, especially for drives used in start-stop operation. That’s why, about twenty years ago, maxon began manufacturing its own ceramic parts. About 45 employees are currently working in the injection molding department, among them developers, application engineers, quality experts, and production employees.

From motor to spindle
The powder injection molding experts belong to maxon’s specialized gearhead production site in Sexau, southern Germany. About half of the parts made by the department are used in maxon drives. The ceramic spindles for linear drives are especially sought-after, because of their running characteristics and wear resistance. “We are the only company able to offer customers a motor, gearhead, and ceramic spindle from a single source,” says Andreas Philipp. The development and production of precision ceramic parts doesn’t come cheap. The processes are complex, and hard machining requires diamond tools or, as mentioned above, laser machines. That’s why ceramics are usually selected only for very specific requirements that can’t be fulfilled using other, more customary materials. Or, to phrase it differently: “Ceramics are used when all other materials fail.”

Two days in the furnace
The production process begins with a granulate, also known as feedstock. It contains a certain amount of adhesive so that the material can be pressed into molds in the first place. After the parts have left the injection molding machine, they can already be machined lightly. However, they don’t yet have much in common with finished ceramic products. They are called green compacts, and they are brittle, easily breakable and much larger than the final product. A few more steps are required before they obtain the outstanding characteristics of industrial ceramics. First, the adhesive is removed in a chemical process. Next, they are sent to the furnace to sinter for two days at up to 1500 degrees Celsius. During this process, they shrink by up to 30 percent.
This loss of volume is hard to calculate, especially when the target is to keep the tolerances in the micrometer range. That’s why, after sintering, many parts are sanded down to achieve the required tolerances. And some components only need simple polishing before they ready for shipment.
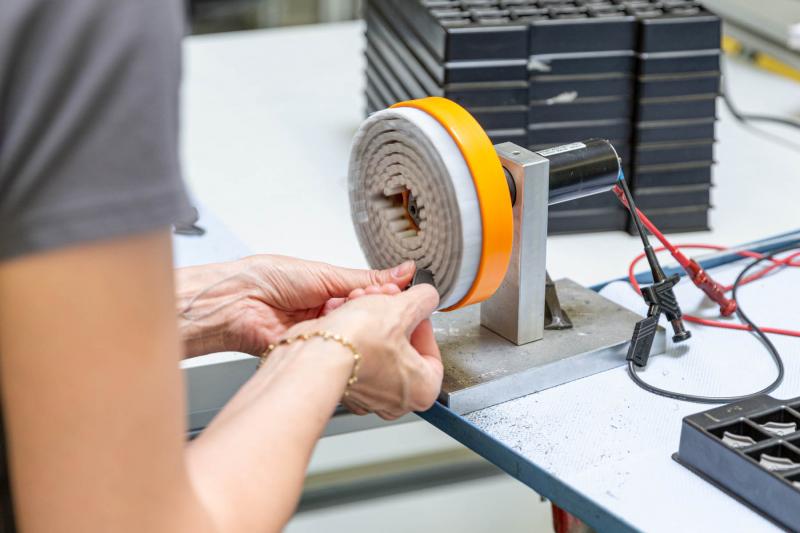
Final polish after sintering, to give the ceramic parts a smooth surface.
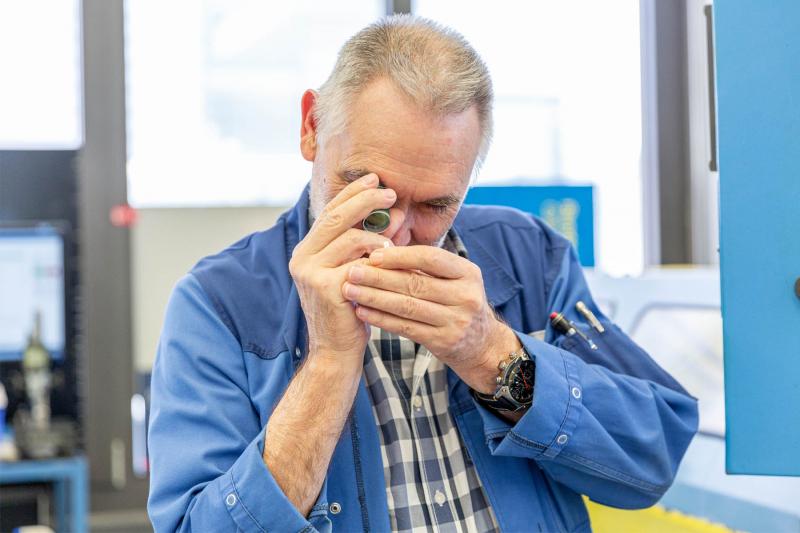
Precision grinding and sanding: Norbert Steidinger checks the accuracy of a ceramic axis.
Fast production of prototypes
The advantages offered by the special properties of ceramics have led to maxon producing much more than just gearhead components. The manufactured products also include miniature jets for industrial automation, pawls for watches, and even headphone casings. The latter have been produced at maxon for years and are deemed to have a positive effect on sound quality. Unlike metal casings, they are also scratch resistant and maintain their beautiful sheen for a long time.
The basic principles of powder injection molding have remained largely the same over the past few years. Some things have changed, however. According to Andreas Philipp, the processing of green compacts will be reduced in future. Instead, simple basic forms are molded and then machined with high-tech equipment until they have the perfect shape. “This way, customers get a prototype much earlier,” says Andreas Philipp. Small batches can also be ready for shipping faster. What hasn’t changed is the fascination with powder injection molding, which can be felt throughout the workforce. “Every job is different, nothing is routine. Ceramics are extremely challenging materials. That’s what makes them so interesting.”


